Q&A 과부하보호기기
고객으로부터 문의 되었던 「자주 있는 질문」을 Q&A형식으로 기재 하고 있습니다.
토르크가드・토르크가드 커플링
토르크리미트・토르크리미트 커플링

| Q1 | RoHS 대응 상황은? |
|---|---|
|
TGB, TGX, TGZ 시리즈는 벌써 대응이 끝난 상태입니다. TGM, TGA 시리즈에 대해서는 차례차례 변환중입니다. TGM, TGA 시리즈로 RoHS 적합품이 필요한 경우는, 발주시에 「RoHS 적합품」이라고 지시해 주세요. 질문으로 |
|
| Q2 | 허용 온도 범위는? |
|
본체 온도 -10℃~100℃입니다. 이 온도 범위외의 경우는 상담해 주십시오. |
|
| Q3 | 수명에 대해 가르쳐 주세요. |
|
TGB, TGX, TGZ, TGA 시리즈는 1만회, TGM 시리즈는 10만회의 트립 회수를 수명의 기준으로 하고 있습니다. |
|
| Q4 | 물·기름등이 걸리는 환경에서 사용할 수 있습니까? |
|
TGM 시리즈는 밀폐 타입으로 물·기름·먼지등의 내환경성이 뛰어납니다. |
|
| Q5 | TGB30-L를 구입했지만 실제로 확인하니 토르크가 부족했습니다. TGB30-H로 변경하고 싶습니다만 어떻게 하면 좋습니까? |
|
TGB30-L와 TGB30-H의 다른 부품은 용수철 뿐입니다. |
|
| Q6 | 토르크 가드를 사용하고 있었습니다만 과부하가 걸려도 트립 하지 않았습니다. 그 추정 원인은? |
|
조절 너트(볼트) 등의 과체결 일 가능성이 있습니다. |
|
| Q7 | 토르크 가드 커플링을 사용하고 싶습니다만 피동기측과 구동기측에서 취부하는 방향은 있습니까? |
|
방향은 없습니다.어느 쪽으로 달아도 사용 가능합니다. |
|
| Q8 | 고속 축으로 고정밀의 TGX를 채용하고 싶습니다만, 트립 후 순간에 정지할 수 없습니다. 무엇인가 좋은 방법은 없을까요? |
|
논백래쉬로 완전 릴리즈가 가능한 TGXZ 시리즈가 있습니다. |
|
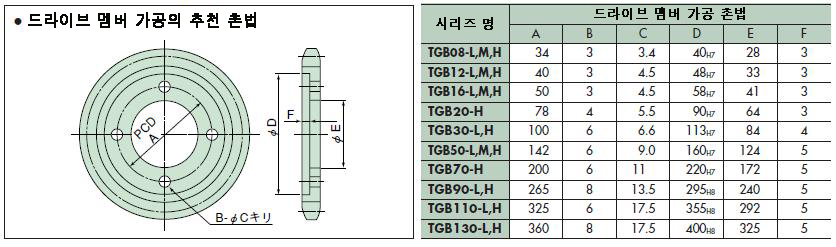
| Q9 | TGB 시리즈에 Sprocket를 달고 싶습니다만, Sprocket의 가공 추천 치수를 가르쳐 주세요. |
|
|
|
| Q10 | 마찰판은 석면을 사용하고 있습니까? |
|
현재는 사용하고 있지 않습니다. |
|
| Q11 | 마찰판 재질은? |
|
본마찰재는 무기·유기 섬유와 수지를 베이스로 마찰 안정제, 보강재등을 첨가해, 금형 성형하고 있습니다. |
|
| Q12 | TL200의 샤프트에 체결 방법은? |
|
축스냅 링(snap ring) 혹은 엔드 플레이트를 사용해 주십시오. |
|
| Q13 | 토르크 리미터-커플링을 카탈로그의 최고 회전 속도 이상으로 사용하고 싶습니다만. |
|
Sprocket을 치선고주파 담금질품으로 하면, TL200~TL700의 사이즈는 1800 r/min,
|
|
| Q14 | 물·기름이 걸리는 환경에서 사용 가능할까요? |
|
표준품으로는 사용하실 수 없습니다. |
|
| Q15 | 얼마나 큰 사이즈를 제작할 수 있습니까? |
|
15000N·m까지 대응할 수 있습니다. |
|
| Q16 | TL350-2 NA에서 NA는 무엇을 의미합니까? |
|
1987년~1990년까지는 석면을 포함하는 것과 석면을 포함하지 않는 것을 병행 판매하고 있었습니다. |
|
| Q17 | TL250-1과 TL250-2의 차이는 무엇입니까? |
|
말미의 숫자는 접시 용수철의 매수를 나타내고 있습니다. |
|
| Q18 | 부쉬의 역할은? |
|
토르크 리미터가 슬립 했을 때에 허브에 걸리는 래디얼 하중을 받는 역할을 합니다. |
|
| Q19 | TL500-1에 Sprocket RS50-30T를 붙이는 경우, 부쉬는 어떤 것을 선택하면 좋습니까? |
|
부쉬의 길이(두께)는 사용하시는 센터 멤버(sprocket등 )의 두께보다 짧은 부쉬중에서 가장 긴 것을 선택해 주세요. |
|
| Q20 | Sprocket의 가공 치수는? |
|
내경을 부쉬 외경에 맞추어 가공해 주실 필요가 있습니다. |
|
| Q21 | 축 내경 가공은 해 주실 수 있습니까? |
|
축 내경 공차 H7, 신JIS 키 홈이 가공된 것을 재고로 가지고 있기 때문에 이용하십시오. |
|
| Q22 | 토르크 설정을 하는 경우 0포인트는 어떻게 결정합니까? |
|
조절 너트 또는 조절 볼트를 손으로 단단히 조이고 반동이 없어진 상태를 0포인트로 하고 있습니다. 질문으로 |
|
| Q23 | 토르크 설정은 어떻게 하면 좋은가 가르쳐 주세요. |
|
0포인트 결정 후, 0포인트에서 차례차례 큰 고정량까지 실기로 확인하면서, |
|
| Q24 | 토르크 설정은 해 주실 수 있습니까? |
|
설정 토르크를 지시해 주시면 토르크 설정을 해 출하하겠습니다. |
|
| Q25 | Sprocket부착,축 내경 가공품의 출하시의 토르크 설정은 어떻게 되어 있습니까? |
|
특별히 토르크 설정의 지시가 없는 경우는 각 사이즈 모두 조절 너트(볼트)를 120°로 단단히 조이고 있습니다. 질문으로 |
|
| Q26 | TL350-1에 RS50의 치수 20T를 사용하고 싶습니다만 가능합니까? |
|
TL350의 사용 가능 최소치수는 RS50의 경우 21T입니다. |
|
| Q27 | 과부하시의 슬립을 전기적으로 검출하고 싶습니다만. |
|
토르크 리미터가 슬립 했을 때, 회전 속도의 저하를 근접 스위치와 디지털타코미터로 검지하는 방법이 있습니다. |
|
| Q28 | 토르크 리미터-커플링에서 토르크 리미터측 혹은 커플링측의 어느 쪽을 모터측으로 해야 합니까? |
|
구동측, 피동측의 방향은 특별히 없습니다. |
|
| Q29 | TL200-1으로 주문하면 부쉬는 따라 옵니까? |
|
부쉬 길이가 지정되어 있지 않으므로 붙어 있지 않습니다. |
|
| Q30 | TL250용의 마찰판과 접시 용수철을 주문하고 싶습니다만 할 수 있습니까? |
|
주문할 수 있습니다. |
|
| Q31 | 센터 멤버란 무엇입니까? |
|
토르크 리미터에 끼워 사용하는 것입니다. |
|
| Q32 | RoHS 적합 상황을 가르쳐 주세요. |
|
거의 RoHS 적합품으로 바뀌고 있습니다. |